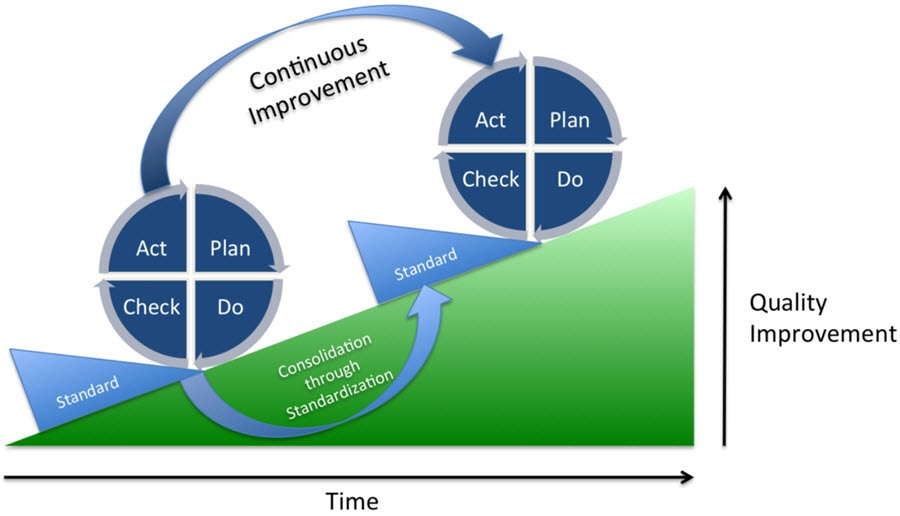
Standardized work is used as a tool for preserving quality, productivity and safety at high levels. It is described as work in which the order of job essentials has been planned efficiently that are followed by workers on constant basis. Standardized work is a procedure in which kaizen is the goal and we are backsliding if standardized work doesn’t transform. It is one of the most influential lean tools but not used every so often. Standardized work creates the starting point for kaizen or continuous improvement as it documents the best practice used currently. The new standard turn into the baseline for additional improvements, as the current standard is developed and so forth.
The leaders of the organizations need to understand some key points for implementing standardized work. First of all the organizational practices are not consistent just for the reason that there are written instructions formed by some process engineer, hanging on a wall close to the work locations or, even more bad, stored in a computer system. It must be kept in mind that defining the process steps is a good start surely however it is not sufficient. If an organization really wants to enjoy the advantages of standardization then they must have the complete package. There will be a need of guidelines on the order and process with main points, established by the individuals who actually do the work. Likewise, they will need to know the times, the designs and the stock which is in-process. It is imperative to understand the fact that standardization must be also applied to managers’ and administrative jobs. The organizational must always mention standardization as well as improvement when talking to people, so it becomes very clear to them and that these are two sides of the similar coin.
Elements of Standardized Work
There are three key elements of Standardized Work.
Takt Time
The first element is “Takt time and cycle time”. When it comes to Takt Time it includes daily operating time or required quantity per day. Cycle Time is the actual time for process and the basic objective is to harmonize takt time and cycle time.
Work Sequence
The second element is “Work Sequence” which is the sequence in which the work is completed in a certain process. It can be a great tool in order to describe safety and ergonomic matters.
In-process stock
The last and third element is “In-Process Stock” which is the minimum quantity of incomplete work parts needed for the operator so that the process can be completed.
There are some misunderstandings about Standardized Work as sometimes it is wrongly perceived to be a static work practice. Standardized work may not demonstrate fast outcomes, as a result of additional factors such as worker attrition, further training need, and improvement cycle just starting. Despite all of the benefits it must be kept in mind that standardizing processes and responsibilities in any business entity is a lot of work. The only approach to make it work in a successful way is to start well by prioritizing work practices that are common or so uncommon that individuals are very expected to commit mistakes without a blameless reference. The organizations must endeavor to standardize in a layout that is simple to form, follow and modernize as the changes occur in the process.
As a final point, the hardest step of all is that we have no right to blame organization employees for not following the standards and making errors if they are not provided with effective, unambiguous standards. They cannot be blamed if the standard were not established through an employee-engaging process, and if the teams have not trained properly in by what means to use them. If people fail, it is because you have failed to organize their work properly and create clear expectations.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}